

再生胶制品生产过程中,产生污垢是很正常的一个现象,模具结垢后未能及时处理会严重影响橡胶制品厂家正常生产;那么在实际生产中再生胶模具在使用过程中为何会出现污垢?浙江高强力再生橡胶厂家再生胶制品在生产中,模具结垢的主要因素是硫化锌微晶体,采取一定的措施来抑制硫化锌的形成就可以防止或减少模具出现污垢。理论上抑制硫化锌形成,只能通过减少高含量硫化物和氧化锌用量来实现,专业高强力再生橡胶厂家但是这些物质成分在再生胶制品生产中又有不可替代作用,因此想要完全解决再生胶模具结垢问题根本无法实现,只能在满足再生胶制品性能需求的前提下尽可能减少这些物质的用量。

使用再生胶生产橡胶制品时,不管是胶料中水分含量过多或是配合剂中含水量过多,都会导致再生胶在生产中出现配合剂分散不均或是在制品内部形成气泡、起鼓现象;专业高强力再生橡胶厂家因此必须对吸湿配合剂以及本身水分含量过多的配合剂进行干燥处理,除去配合剂中的水分、低挥发性物质,最常用的就是烘箱或是添加干燥剂,高强力再生橡胶厂家常见的干燥设施还有干燥室、真空干燥箱、螺旋式干燥机等。

既然再生胶模具结垢问题不可避免,那么我们只能及时清洗模具。目前橡胶制品行业常用的模具清洗方式主要有四种:①使用专用的洗模水或稀释过的硫酸清洗模具结垢部位;专业浙江高强力再生橡胶厂家②利用喷砂机,在再生胶模具表面喷涂树脂砂;③将超声除垢和洗模水配合使用,其中超声除垢是利用频率和波长原理使用模腔内污垢抖落;④在再生胶模具表面镀硬铬。使用再生胶生产橡胶制品时,专业高强力再生橡胶厂家根据再生胶的品种特性选择对应材质的模具,合理控制再生胶配方中各配合剂的种类与用量,及时清洗橡胶模具,基本上可以避免再生胶模具结垢给再生胶制品厂家带来不必要的损失。
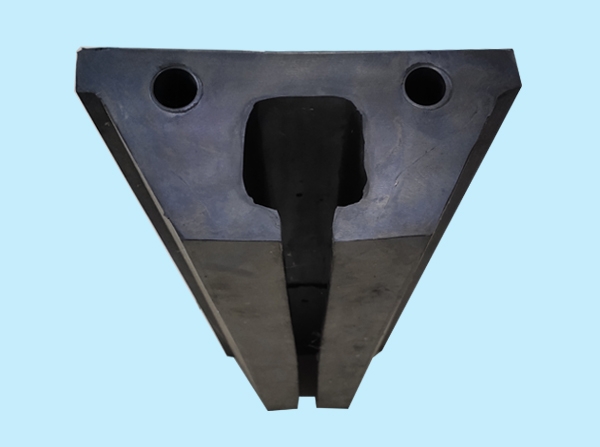
橡胶模压制品是通过模具来进行成型加工的,硫化和成型是在模具中完成的。脱模不良会影响再生胶制品质量、高强力再生橡胶厂家制品美观、生产效率。脱模不良是指制品开模时不能顺利脱模,影响脱模的原因有很多,那么如何解决这些问题呢?专业高强力再生橡胶厂家影响橡胶制品脱模的原因:模具结构设计不合理、模具污染、操作不当、再生胶制品配方设计不合理,硫化参数不合理,硫化剂、促进剂用量不合理等各种原因都会导致欠硫焦烧,会造成脱模困难。

低温条件下存放的再生胶比高温下存放的再生胶的硬度高、拉伸强度小、扯断伸长率略低,专业浙江高强力再生橡胶厂家同时配合剂在胶料中的溶解度也偏小,因此为了改善再生胶质量,可以通过以下措施提高冬季再生胶制品的综合性能:a.适当增加再生胶制品配方中的液体软化剂如油脂的用量,提高胶料可塑性与流动性,改善胶料加工性能;b.适当减少配方中增硬配合剂的用量,专业高强力再生橡胶厂家比如补强性炭黑、补强白炭黑;c.适当增加硫化剂、促进剂用量,由于冬季温度低,造成再生胶制品硫化速度变慢,为了维持正常的生产效率,在不影响再生胶制品性能的前提下适当增加硫化剂、促进剂用量,提高再生胶制品硫化速度。
1、黑色大底:一般情况下,黑色大底采用天然胶与合成胶并用的方式生产加工,含胶率控制在35%-40%。随着再生胶工业的不断发展,一些胎面再生胶、胎面胶粉也可以掺用在黑色鞋底配方中。不过需要注意的是:掺用了合成胶和再生胶的黑色大底配方中硫磺用量比全天然胶的硫磺用量要适量减少,如1.7-2.0份;专业浙江高强力再生橡胶厂家促进剂总量为1.5-1.8份;补强剂可使用HAF和SRF并用,补强填充剂可选择活性陶土或纳米轻质碳酸钙,高强力再生橡胶厂家补强剂与补强填充剂总量在50-60份之间;如果为达到再次降低成本的目的,还可以在产品质量合格的情况下再添加30-40份的普通填充剂。2、海绵中底:海绵中底的最主要作用就是减震、缓冲,因此要求zsj制品原料具有良好的弹性及一定的挺性。因为是鞋材中底,因此含胶率在5%-10%即可,甚至可以完全使用再生胶。使用再生胶生产海绵中底的时候,硫磺用量在8-9份,促进剂用量12份,满足再生胶交联之需,并且可大大增加微孔胶表面积。



